


Expansion Joint Transitions
Expansion Joint Transitions: Design, Specification, Manufacture, Installation
Expansion joint transitions are essential for ensuring a sealed, safe, and energy efficient building envelope.
Continuity of seal at changes in plane and direction, and between expansion joint systems, is achieved when factory-fabricated transition assemblies are specified and installed.
The image library on this page provides examples of project-specific and standard expansion joint transitions that have been supplied by Sika Emseal. Our presale quality assurance process ensures that field-measured conditions are communicated through our engineering team to our plant. We then custom fabricate, reinforce, and leak test the transitions before shipping them to the jobsite.
Whenever possible, transitions are factory-welded to the ends of long lengths (up to 250-LF [76-meters]) of straight-run material. This minimizes the number of field-welded connections – saving time and reducing risk. Our Custom-Quick manufacturing process ensures lead times that suit construction schedules.
An extensive library of expansion joint CAD details, 3-D inventor files, isometric, axonometric and BIM files is available in our online expansion joint CAD Library or from our technical staff.
We teach our collaborative 3-D expansion joint design methodology in our AIA-registered seminars. These expansion joint seminars are regularly broadcast online, and are available as online webinars (and when permitted in person) just for your firm. Contact us to schedule an expansion joint seminar.
It is now possible for designers to wrap the entire building envelope, as well as ensure that life-safety is addressed, by specifying expansion joint systems from Sika Emseal that tie into one another and are warranted for continuity of seal between like or dissimilar technologies.
From below grade under the foundation slab, to blind-side or freestanding foundation walls, to parking decks or plaza decks, to exterior walls and fire-rated interior floors and walls, to the roof, we have, or will custom-create the transitions you need to seal and fire-rate your building expansion joints throughout.
Anyone can make expansion joints appear watertight in cross-section. It’s at changes in plane, direction and between technologies that building expansion joints leak. With a 30-year track record to demonstrate it, Sika Emseal has made watertight expansion joints through factory-fabricated transitions possible, practical, and routine. Let us know how we can help with your project.
Expansion Joint Transitions
Expansion Joint Transitions: Design, Specification, Manufacture, Installation
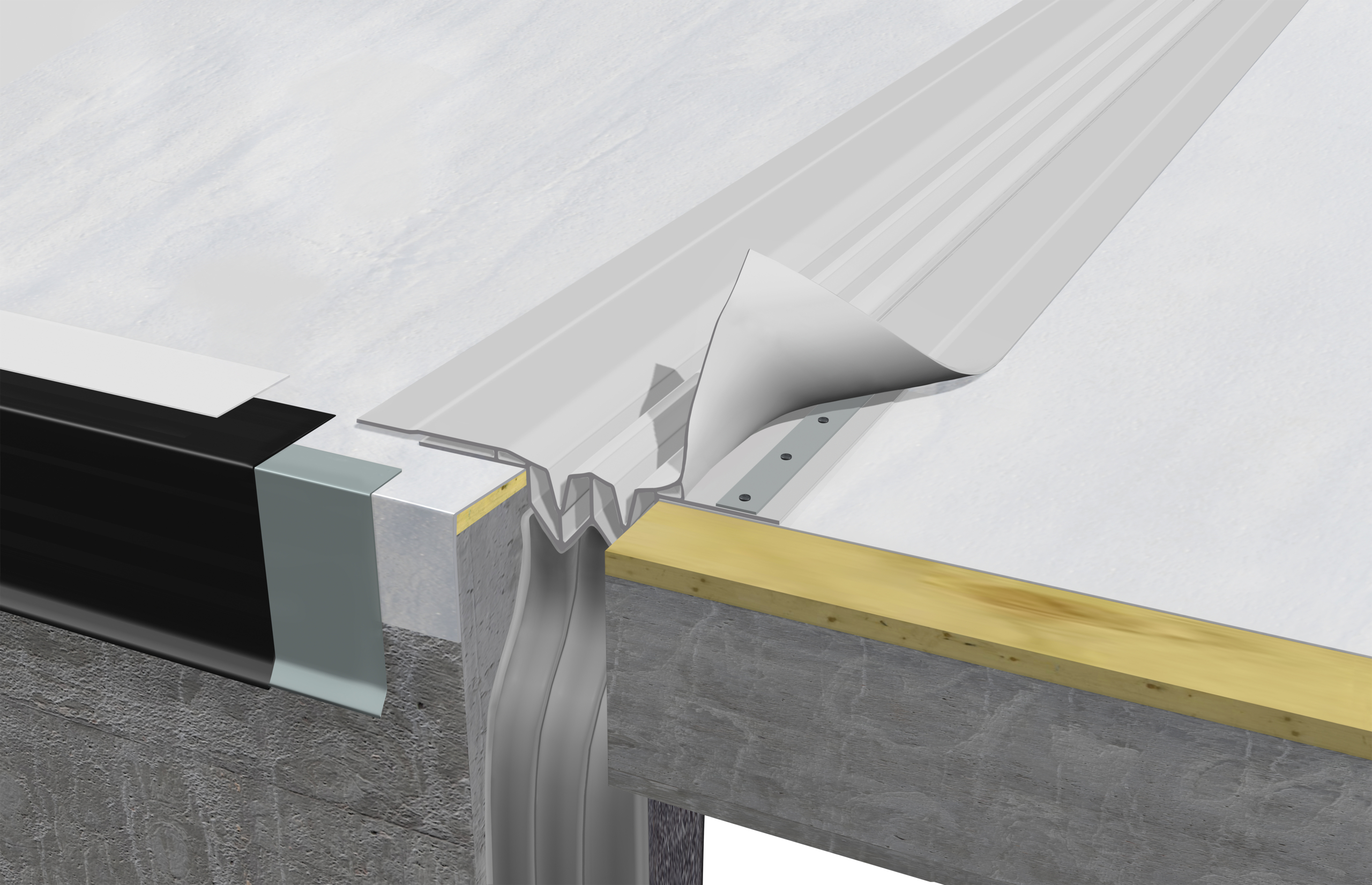










































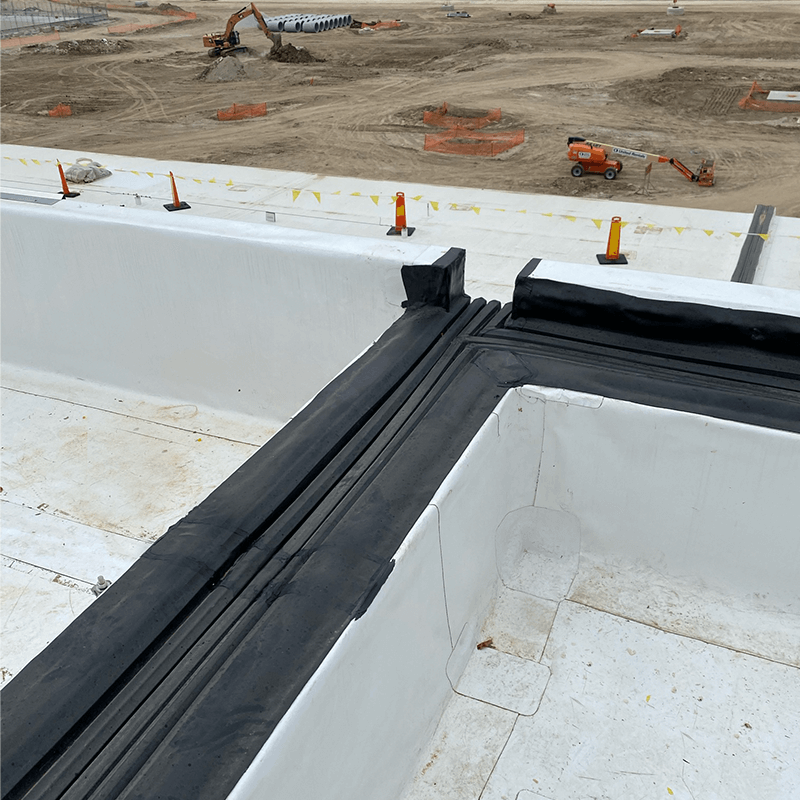


Roof-to-wall expansion joint interface addressed using RoofJoint and RoofJoint Closure to transition to Seismic Colorseal in the wall. This assembly ensures a watertight expansion joint transition key to a high performance building envelope. Redundant sealing across the joint opening, at roof-to-membrane integration, and redundancy of attachment method (welded + mechanically fastened) uniquely ensures proper and positive integration with the roof membrane. When specified in conjunction with Sika Sarnafil, the joint to roof membrane is available with a single-source warranty ensuring property owner/operator peace of mind.
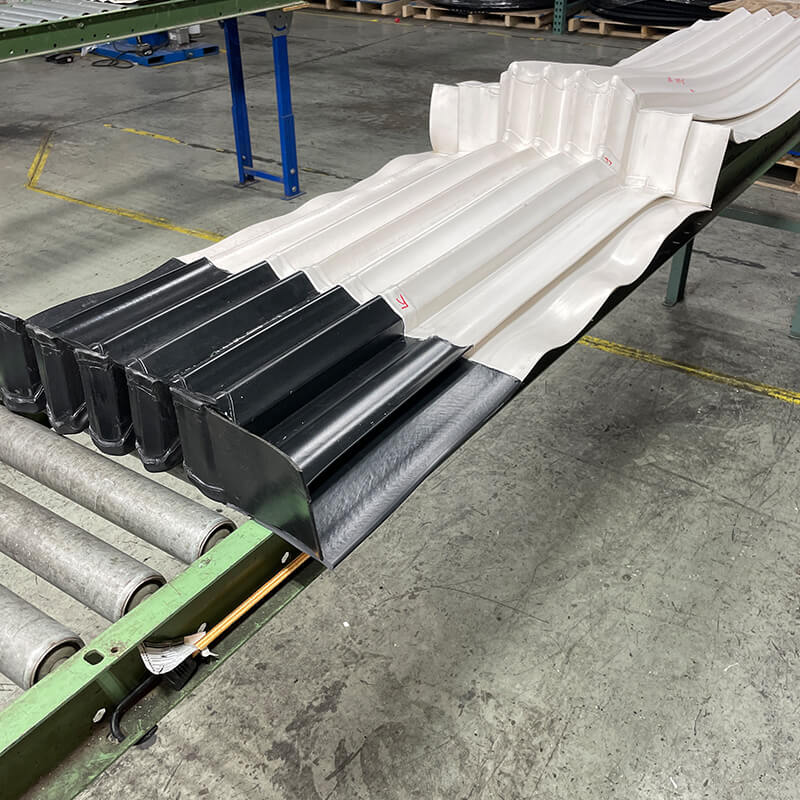
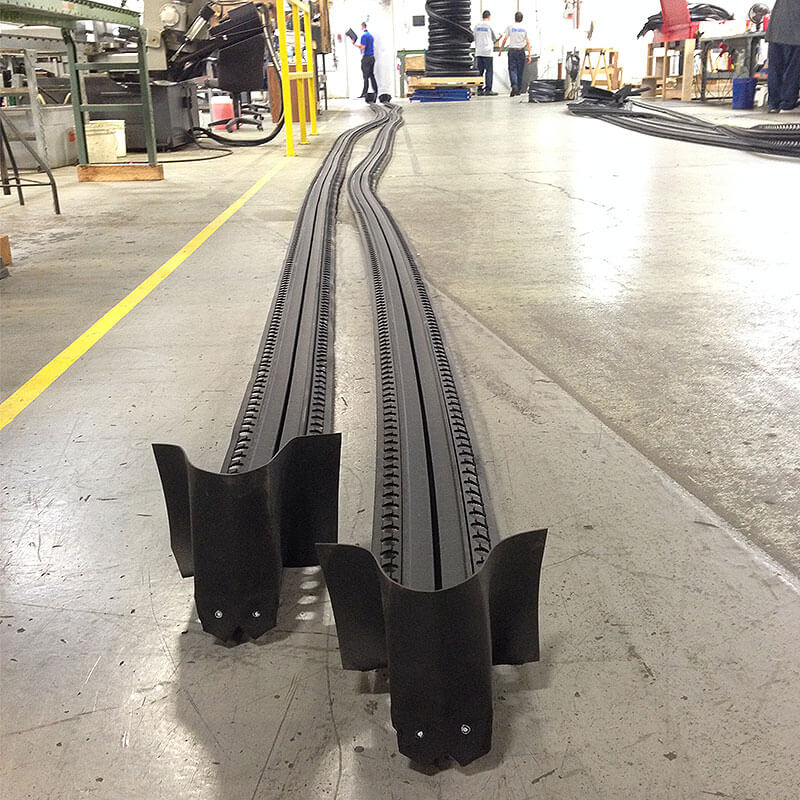
Factory welded RoofJoint RJ-0800 8-inch roofing system shown on Sika Emseal's shop floor. This custom welded watertight transition is designed to ensure a sealed building envelope from a white PVC roofing membrane to a black exterior vertical wall joint with Seismic Colorseal.
The RoofJoint RJ-0800 factory welded and leak checked underside. This further displays the intricate welds to ensure a watertight transition to the wall joint.
Zoomed in view of the underside of the RoofJoint RJ-0800 factory welded reinforcing straps.
RoofJoint RJ-0800 vertical transition on the shop floor and ready to ship to the job site.
The transition from roof expansion joint to wall expansion joint has been a long overlooked condition. Making this plane change has historically been left to cobbling together the roof system and the wall expansion joint with caulk and flashing. RoofJoint from Emseal is married to Seismic Colorseal through a factory-fabricated Roof Joint closure. The underside of the RoofJoint extrusion matches the profile of the closure. The interface is sealed with silicone provided. The factory welded, reinforced, and leak tested downturn in the RoofJoint can be factory welded to long lengths of straight run material, minimizing field welds.
Complex expansion joint transition for vegetative green roof using RoofJoint RJ-0400. The joint dog-legs while running in a deck-to-wall condition on the right side of image. It is then intersected at an oblique-angled tee by the deck-to-deck straight run.
Joints like this occur often as the result of new-to-existing intersections at building additions. Other times they arise from poorly detailed intentions, or poorly managed construction. They can often be avoided if the design and build team adopts a collaborative approach to 3-D expansion joint treatment. When complex conditions like this do arise, for whatever reason, a competent applicator, working with Emseal, can ensure the building is watertight throughout the run of the expansion joints.
The wall to below-grade transition is critical and very often overlooked. With Seismic Colorseal in the walls and a factory-fabricated boot transition in the BG System, the designer can specify with confidence continuity of seal.
Below-grade expansion joint in pedestrian connector tunnel transition from underslab to foundation wall at column in Emseal BG System
BG System, below-grade expansion joint wraps under the slab and up the walls of a pedestrian tunnel with factory-welded upturns a both ends at columns. No field-welding was required for the run under the floor slab. The upturns were field welded to wall sections.
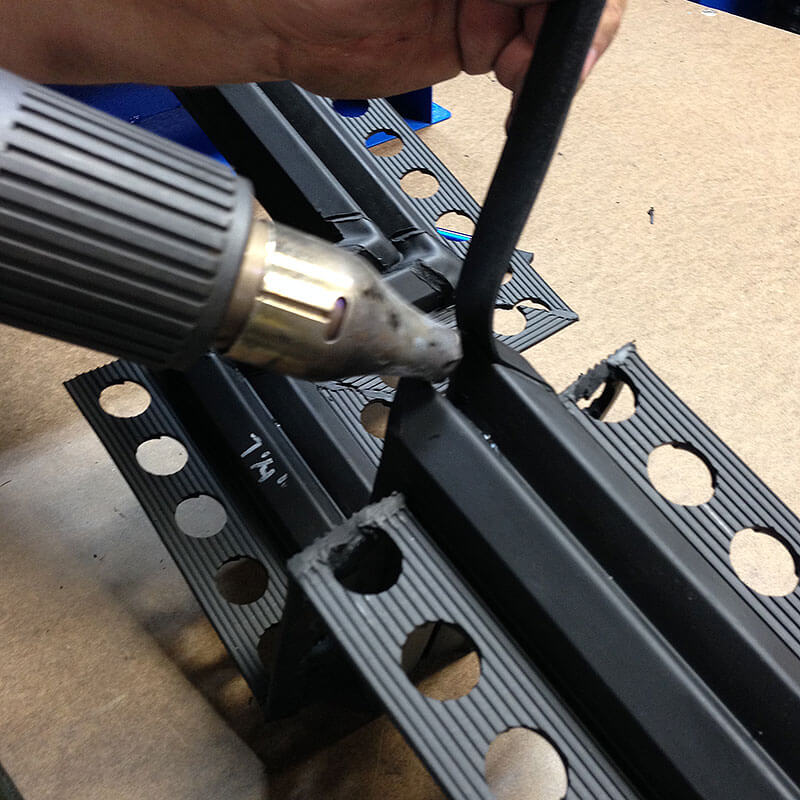
After being thoroughly welded across the entire cross-section of the mitered face, every weld made in our thermoplastic-rubber extrusions is reinforced on the top and bottom surfaces with a welded reinforcing band. The bands are heat-blended into the main extrusion. You can achieve about 80% of extruded material strength at a cross section weld. When you apply reinforcing bands the strength at the weld exceeds that of the straight-run material. Remember to specify that "all changes in plane and direction are required to be factory-welded, reinforced, and leak-tested"
The top surface of this ThermaflexTCR parking deck expansion joint gland is receiving a welded reinforcing band. The next photo shows how the reinforcing band is blended into the seal for aesthetics.
Blending the welded reinforcing band into the topside of our extrusions serves only to make the product look better. Care is taken to ensure function and form. This is our ThermaflexTCR winged seal--part of Emseal's complete offering of solutions for parking deck expansion joints.
Factory fabricated custom 90-degree tread and riser stadium expansion joint transitions in our DSM System allowed the applicator to step up the stadium bowl. Emseal's approach to stadium expansion joint sealing has become the standard and sets the bar for sports facility construction. Field measurements of each tread and riser are communicated to Emseal. Our CAD engineers translate these into shop drawings and production tables. See the custom-90's installed in the next image or read more in the SDSU Expansion Joint Case Study.
DSM System stadium expansion joint Universal or Custom-90 are removed from their shrinkwrapped hardboard packaging and installed in the treads and risers at SDSU Jackrabbits Stadium.
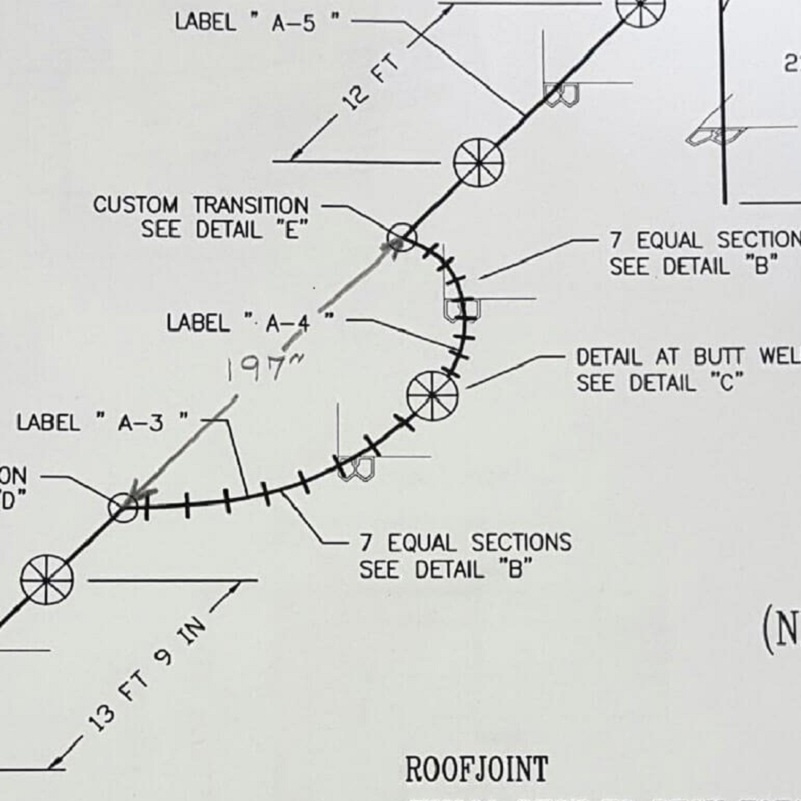
Expansion joint shop drawings produced from field measurements guide the work of EMSEAL's weld team. For this project, RoofJoint was shaped to the radius of a curved expansion joint in a buried plaza deck application.
Factory-fabricated to follow the radius of a curved plaza expansion joint, RoofJoint can be factory-fabricated to address the most complex building conditions.
Complex transitions in plane and direction are available in all EMSEAL systems including our "rubber and rail" FP systems for plaza decks. Here a straightforward curb transition for DSM-FP is shown. The step up to the curb is factory welded to match custom field dimensions. The black, thermoplastic rubber, side flashing sheets are then factory welded to snap into the rails in the field. The side sheets will be marked for their location, then coiled up and shipped with the metal leg assemblies to be fitted in the field. The DSM precompressed foam system to be installed between the factory-roughened faces of the rails, will also come with factory-fabricated, Universal or Custom-90-degree transitions to make the step up in plane.
RoofJoint in our white, TPO compound with a parapet termination that goes up the face, over the top and down to the wall expansion joints. This transition is part of the long, straight-run of joint coiled up on the skid. A similar parapet termination will be field-welded at a butt splice after trimming the straight run to fit. When the applicator engages in our presale quality assurance approach, they save money in time, labor and mobilization costs, AND the factory transitions are warranted by Emseal. The owner is the ultimate beneficiary.
This Thermaflex TCR parking deck expansion joint runs across the deck and tees then doglegs around a column and continues deck-to-wall at the egress towers. The flange on the wall side is welded up to sit against the wall. The wall flange is also supplied unpunched to better ensure waterproofing. All the welds throughout the transition are reinforced, aesthetically blended, and leak checked.
You're looking at the bottom side of multiple dog-leg transitions in Thermaflex fitted with EMSEAL-invented Shear Pockets. On decks where single-column-slide-bearing design is used, expansion joints dog-leg around the column caps of the slide-bearing supported adjacent slabs. Joint movement that is normally perpendicular to the run of the joint (and in the direction that EJ extrusions are designed to compress and expand) becomes movement in shear--perpendicular to the run of the joint. In these short offsets, and where the designer expects large amounts of movement, shear pockets reduce strain in the material and prolong service life.
This coil of Thermaflex TCR has a factory-attached "boot termination" on one end. The other end, seen nested in the coil, will have a similar factory-fabricated boot attached using a butt weld made in the field by the applicator. Boot Terminations provide a dam to prevent water from running off the edge of a deck at parapet or other walls. The boot additionally provides a receptacle into which Seismic Colorseal used to seal the wall joint will terminate.
This is a great example of two different expansion joint technologies working together to ensure continuity of seal. This engineer addressed an owners desire to close the gaps between parking deck split columns. Factory-fabricated double-downturns were made in the Horizontal Colorseal precompressed foam system. These terminated in factory-welded Boot Terminations in the Thermaflex TCR winged seal system. The vertical flanges of the boots can be seen attached to the column faces with termination bar and anchors. The top edge of the term bar is sealed with sealant.
The owner's desire to keep water, trash, and vermin from dropping between floors was elegantly addressed.
SJS-FP and SJS-FP-FR (with a built in UL fire rating) are highly versatile systems for concourse, parking, stadium, and airport floors and decks. Often joints jog in direction. Here, the FP legs, rails and capping strips, have been factory-welded and assembled to match the field measured dimensions of a concourse jog. This spec calls for a continuous, integral, non-slip cover plate as well. See the next image of the cover plate configuration.
SJS-FP expansion joint transition with integral factory-fabricated, non-slip, cover plate.
Look closely. This mounting leg and rail (with integral stainless steel, non-slip cover plate) for the SJS-FP (for plaza) system is sloped to follow the designed pitch in the wear course. It additionally includes an upturn at the far end to ensure continuity of seal to the vertical wall at the end of the joint.
The applicator on this Thermaflex job, understanding the value of not doing any field welding, provided accurate enough measurements for us to weld boot terminations on both ends of each run of joint.
Boot terminations prevent water run-off at the edges of the deck. This keeps the columns below protected from water and resulting corrosion. The boot termination also provides a pocket into which Seismic Colorseal is installed to seal the parapet or other intersecting walls.
What are the little white dots on the end of the gland? These dots mark the location where the weld team pokes vent holes in the end-cap welded across the end of the extrusions. The vent holes allow entrapped air to escape during joint compression cycles so that the end cap isn't forced off.
Parking expansion joints frequently run past columns. This deceptively simple transition from deck-to-deck to deck-to-wall and back again is usually left to the applicator to address in the field. In winged-seal systems like Thermaflex, the field-approach of cutting the wing and turning up against the column leaves three critical leak paths unaddressed. 1--making a dam where the deck flange ends at the ends of the column;
2--sealing off the inside corner at the transition from deck flange to wall flange; and
3--sealing up the punched holes in the wall flange. Emseal's approach, given a field measurement for the width of the column, is to factory-weld a continuous column-side upturn that addresses all three concerns.
Thermaflex TCR with Shear Pockets undergoes factory leak testing. Another way expansion joints intersect columns is where the mid-span joint tees into a perimeter joint around the column. Usually left to be field joined and caulked, this detail is a chronic leaker. Leaving nothing to chance and ensuring long-term durability and waterproofing, this specifier called for factory-fabricated tees, flat 90's, and end-dams. But that's not all. They also opted for Emseal's unique Shear Pockets. The shear pockets allow a full range of movement while reducing the strain in the rubber. In this photo, the shear pockets are being leak tested with water before final packaging.
Crosses and tees are commonly encountered transitions on parking decks. They are just as often a place that leaks occur. Field-welding these transitions in bulky winged-seal systems like Thermaflex TCR takes many hours and multiple mechanics. Getting it right is difficult and then the applicator owns the leak warranty. Having Emseal factory-weld, reinforce and leak test these tricky transitions saves time, money, and risk. Butt welds are readily executed in the field. And training and equipment is available from Emseal to get the welds right and to reinforce them.
As common as cross transitions are in expansion joint design and construction, they are equally as often not crosses. They are just as likely to be offset as line up. In this case the centerline of the joint was offset by a couple of inches. The result is really two tees in the RoofJoint system. Regardless, Good field measurements combined with Emseal's ability to make them a reality, resulted in a watertight, welded, reinforced plug and play expansion joint transition.
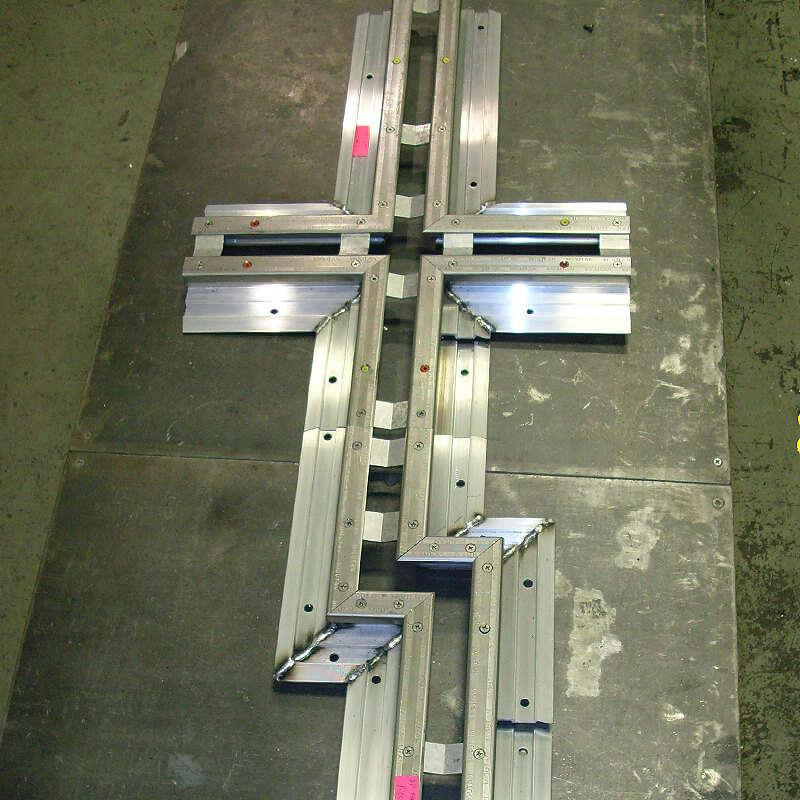
14-inch (350mm) wide seismic expansion joints need proper terminations and transitions too. Here, the SJS System is shown before installation of the cover plates. The upturn was supplied as a factory-fabricated one-piece assembly connected to the horizontal joint. Aluminum hanger bars hold the joint at the proper installation height while the backpressure of the precompressed self-expanding foam locks into and adheres to the epoxy adhesive applied by the applicator to the joint faces. As the non-skid cover plates are installed, the hangar bars are removed (see next image).
Here, the SJS System is shown with cover plates installed up to the factory-fabricated 90-degree-upturn termination. The cover plates anchor to the central spline in the SJS System. This means it is non-invasively anchored--so no hard connections to the concrete at all. During movement the decks on either side simply slide beneath the cover plate.
We're not sure how it got there, but a little jog in the roof expansion joint is as likely to cause a big leak as any intentional offset. Here the RoofJoint has been configured to ensure this small detail doesn't become an outsized problem for the owner.
These are lying on their backs but flip them over and you'll see they're RoofJoint parapet transitions that run down the face of a cantilevered roof edge AND transition to the underside of the soffit.
For this deck-to-wall roof expansion joint, Emseal's weld team have factory-welded a wall-side flange to RoofJoint. Where the wall ends, the system turns over the edge of the roof to the wall. The wall-side flange is welded to ensure a continuous seal at the change in plane.
Lying upside down on a welding table is RoofJoint with a factory-welded Tee. The schematic shows the complicated field conditions for this job. Can you see on the drawing where this Tee fits into the job>
Why go the trouble of sealing the deck joint only to have wind-driven rain pour down below decks through the split column? Here's a great example of a parking deck expansion joint transition to a wall expansion joint. Thermaflex in the deck with a factory-fabricated upturn, transitions to Seismic Colorseal in the joint between the split columns. The top of the Thermaflex upturn is cut at 45-degrees. The slope is sealed with a welded cap sheet. The cap sheet is vented at the back to allow air to escape during compression. The Seismic Colorseal is mitered to ship-lap the sealed face on the Thermaflex. Watertight by design.
What do you think L.C. means? Look in the inside and outside elbows of the welded curb transition in this Thermaflex TM sealing gland. The letters LC mean "Leak Checked." This means the weld-team have filled the inside of the gland with water and monitored it for leaks. While extremely rare, if leaks do show up during this quality assurance step, the weld would be repaired and leak checked again before shipping. If this weld was made in the field by the applicator, it is not likely to be leak checked nor is it practical to do so.
Not all curbs are equal. They vary in height and in this case angle. These curbs are slightly off 90-degrees and slope toward the sidewalk. The applicator, in their presale quality assurance field measuring, provided not only the height of each of dozens of curb locations but the precise angle as well. Our engineering team created expansion joint shop drawings from which the weld team produced these transitions. Each weld is seen to be reinforced with an added, welded reinforcing band that is further blended into the Thermaflex TM 1.5 seal. And of course, each weld was leak checked before shipping.
Complicated parking deck expansion joint layouts are commonplace. This shop drawing is a great example of the multitude of transitions on a project. Each condition is unique in its dimensions. Depending on the level of the parking deck, column transitions are either deck-to-wall or deck-to-deck. Every change in direction and plane was factory fabricated to fit field measurements. Do you see the notation in the top left of the shop drawing? It indicates that the Thermaflex TCR 400 multi-celled, winged compression seal style gland is predominant. However, the joint-gap is smaller than suits this model in some places requiring a switch to the Thermaflex TM 2.5 double-cell gland. This transition between seal geometries and sizes can only reliably be accomplished using Emseal's Shear Pocket invention.
This 2-inch offset in alignment of the roof expansion joint and the wall expansion joint was probably caused by a disconnect between trades, or maybe as the result of tolerance buildup. Regardless, the joints in wall and roof didn't line up.
A strong specification by the consultant for factory-fabricated transitions, followed by good field measurements by the applicator allowed us to make a continuous factory-welded transition in RoofJoint that jogs through the offset and then turns up the wall. The upturn in RoofJoint goes above the anticipated snow line. The upturn terminates in a boot transition into which Seismic Colorseal wall expansion joint will be installed. Continuity of seal is assured.
Roofing contractor fits the factory-fabricated RoofJoint roof edge downturn transition over the Seismic Colorseal RoofJoint closure. This unique assembly (see model in next image) assures a weather tight transition from the roof to the wall. This article on roof expansion joint design describes how insulation, fire compartmentation and continuity of seal can be achieved in solid-backup-wall or cavity-wall building envelope design. Watch this video on installation of RoofJoint.
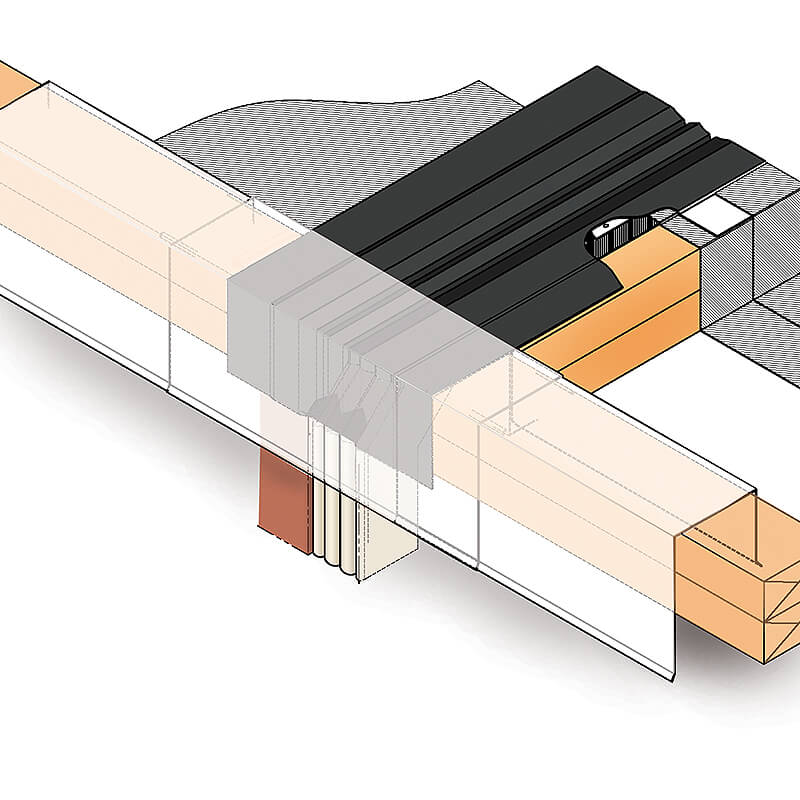
This 3-D rendering shows the transition of RoofJoint via a Seismic Colorseal RoofJoint Closure to the exterior wall joint. Coping flashing with an overlapping sliding feature can be specified to obscure the transitions between the RoofJoint extrusion and the Seismic Colorseal.
RoofJoint Closures are available for both cavity-wall designs and sold-backup-wall designs. What's the best roof expansion joint design?
Factory-fabricated, reinforced and leak tested expansion joint transitions help to maintain continuity of seal that ensures watertightness at changes in plane and direction. (Condo On the Bay, Sarasota, FL)
Factory Fabricated expansion joint transitions can be created to fit any condition and are possible, practical, and routine when working with the Emseal Thermaflex system. (Philadelphia Phillies, Citizens Bank Park)
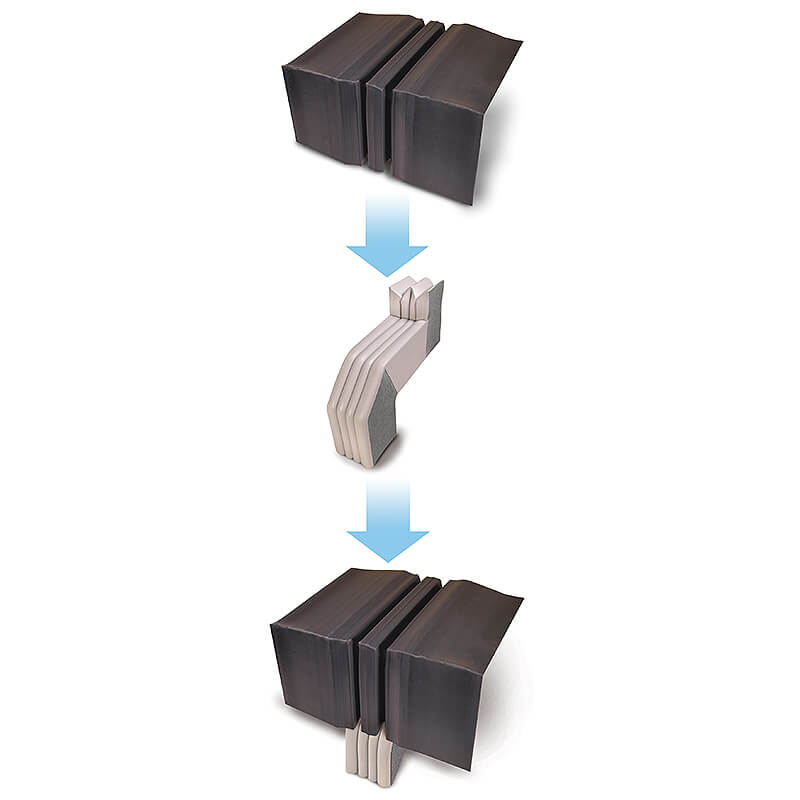
Some transitions CAN be field executed and are routinely done so in precompressed foam sealant expansion joints like DSM System. Here intersecting tees are field made by butting the end of the intersecting material into the side of the already installed run. The foam of the main run expands into the end of the intersecting run ensuring a tight fit while the intersecting silicone bellows is joined with a field application of supplied liquid silicone. In-plane direction changes are routinely handled this way while changes in plane (like stepping through a curb) are more quickly and accurately made using factory-fabricated Custom or Universal Foam Transitions.
A custom-welded tee and deck-to-wall transition in Thermaflex TCR features two boot terminations and a custom wall flange to ensure the transition at a shear wall is properly sealed.
Flat 90 and cross assembly Migutan FP plaza expansion joint. The entire assembly will drop into place ensuring that wall aluminum legs, and stainless steel capping strips will be properly cut, and firmly aligned. The labor savings and quality of this approach is clear. The side flashing sheets for integration into the buried split-slab waterproofing system will be similarly factory welded as will the central sealing insert.
Roof expansion joint details produced from field measurements guide the work of Sika EMSEAL's weld team. For this project, RoofJoint was factory welded to transition at a 3-way intersection of a roof scupper, a flat parapet roof, and a corner roof parapet. A factory 90 downturn is also incorporated to transition to the exterior wall and sealed with a Seismic Colorseal closure piece.
RoofJoint factory welded and installed to account for the 3 different conditions all intersecting each other. At the end of the roof, a factory-fabricated RoofJoint closure creates a seamless and watertight transition down the exterior wall to Seismic Colorseal.
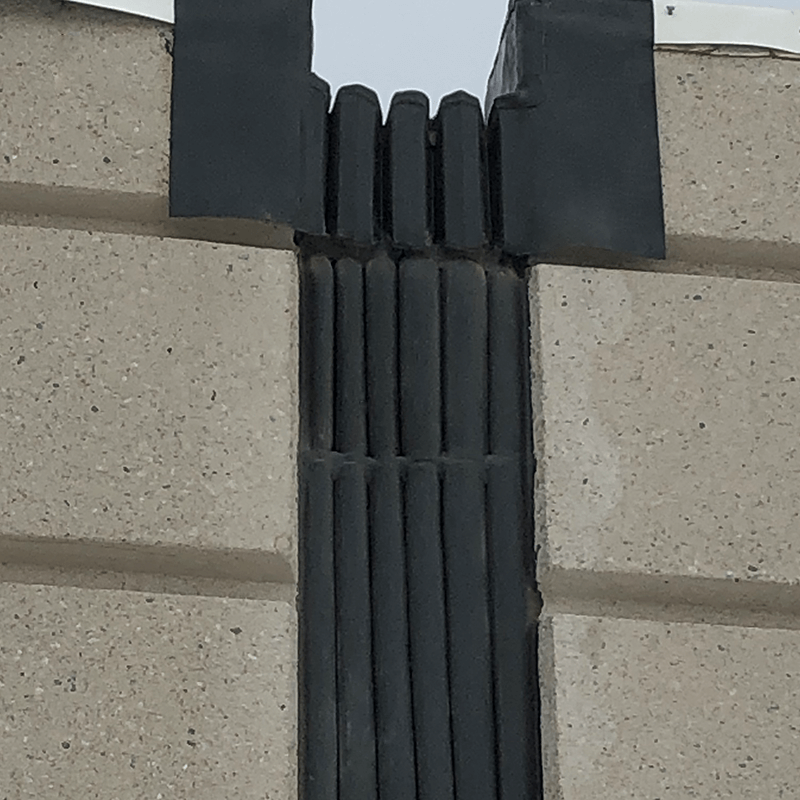
Roof to wall expansion joint transition - RoofJoint runs along top of a flat parapet, then hits a wall at a corner and jogs horizontally alongside the wall. The transitions continue and wrap the corner of the wall, and then downturn to Seismic Colorseal at the vertical exterior façade. A Seismic Colorseal closure piece is incorporated at the downturn to ensure continuity of seal. All of these transitions, of course, being factory-welded by our weld team.
A waterproof roof to wall expansion joint transition into an exterior wall where the roof turns down the wall, and transitions back to a roof. Continuity of seal is ensured by incorporating factory-welded transitions at both locations. A RoofJoint closure is utilized at the 90 downturn to the wall, and a "boot" termination at the bottom of the wall keeps this joint watertight in both locations. Seismic Colorseal is married into each of these pre-welded pieces to bridge both roofs.
A roof to wall expansion joint cover transition with Seismic Colorseal and RoofJoint closure piece at a 90 downturn. Notice a roof scupper detail needed to be accounted for in the factory-welded RoofJoint flanges to wrap the corners of this transition.
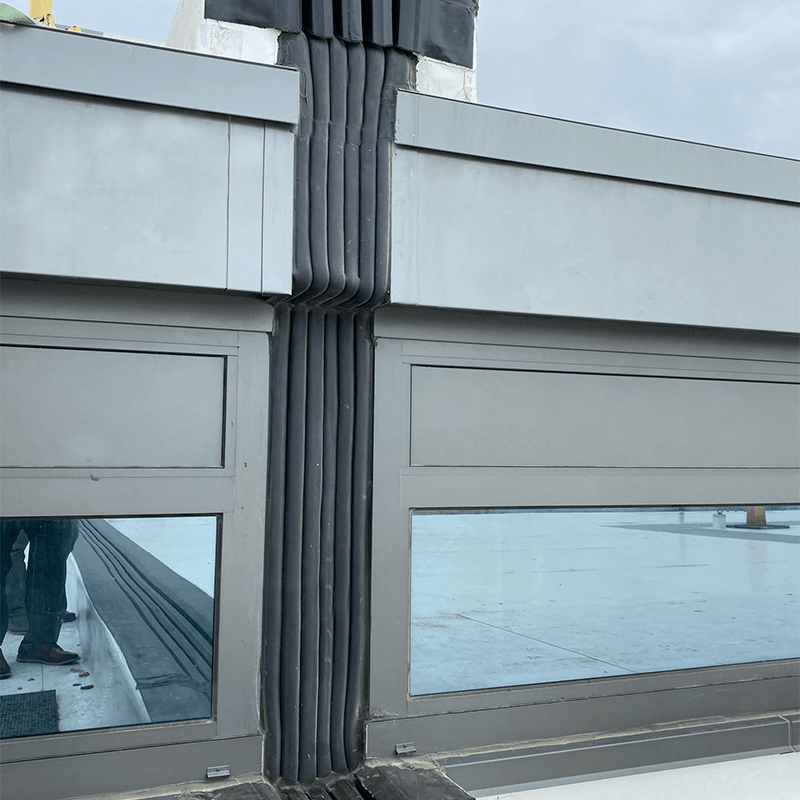
Roof expansion joints are adjoined by a vertical wall and all tied together with factory-fabricated transitions. At the top, RoofJoint downturns to Seismic Colorseal with a factory-welded RoofJoint Closure piece. Seismic Colorseal then continues down the metal panel façade and transitions under the soffit with a Universal 90 Transition , then back down the wall where it terminates into a RoofJoint "boot". With all of these dissimilar materials and changes in direction, continuity of seal is maintained to ensure watertight, trouble-free expansion joints.



