


UL 2079 for Decks and Floors

UL 2079 Certification for Deck and Floor Expansion Joints–What’s involved?
![]()
UL and ULC Certification of products for deck and floor expansion joints is a rigorous course of upfront product testing and ongoing manufacturing inspection and certification.
UL 2079 testing encompasses the burn requirements of ASTM E119 and the joint cycling requirements of ASTM E1399 in the same way that ASTM E1966 does.
However, UL certification goes beyond just testing. It also encompasses a manufacturing certification of the materials to be tested and ongoing annual, unannounced on-site manufacturing audits.

THE UL 2079 PROCESS:
1. Manufacture: UL2079 certification begins with certification of the manufacturing process. UL personnel observe the entire manufacturing process from impregnation to coating to packaging.
2. Joint Cycling: Before any fire testing can commence, the product, installed as it would be in the field and with a field-executed join between units, must pass UL’s cycling requirement through the extremes of the movement range offered with the material
For Emshield DFR2 and WFR2, SSF2, SJS-FR1 and SJS-FR2 this movement range is +50%, -50% (total 100%) from nominal size.
For DFR3, WFR3, and SSF3 this movement range is +25%, -25% (total 50%) from nominal size.
Joint movement under UL 2079 occurs at two rates:
The first, 400 cycles @ 10 cycles/minute (1 full open/close cycle every 6 seconds) simulates thermal and wind-sway cycling.
The second, an additional 100 cycles @ 30 cycles per minute (1 full open/close cycle every 2 seconds), is more rapid and is designed to simulate seismic movement.
Emshield passes cycling for both Class II and Class III movement capabilities.
3. Fire Test: Within 96-hours of the cycling test, the fire test must be conducted.The fire test is conducted on the same material that was cycled that includes the join between standard lengths, using the tools, and procedures that will be used in the field.
Specifically for Emshield, 4-inch nominal DFR2 material was installed into 4-inch thick concrete slabs (4-inches of concrete are required for the concrete itself to provide 2-hours of fire resistance). Once the epoxy-adhesive and liquid sealants used in the installation were cured, the slabs were readied over the oven for the burn test.
Note: Emshield DFR2 was tested both with just the intumescent bellows on the bottom side (standard offering to allow visual inspection verification of presence of fire proofing), as well as with the intumescent bellows on the bottom side coated with a silicone bellows (optional at additional charge to suit designers aesthetic preference).
Additionally no sealant bands or corner beads of silicone were installed on the bottom side.

4) Fire Resistance: Within 96 hours of the cycling tests the fire testing must occur. The concrete slabs with installed expansion joint material are placed over the test oven.
The joint gap is set at the maximum offered opening for the material size tested:
DFR2 & 3: (4-inch nominal material at +25% movement claim = 5-inches).
SJS-FR: (10-inch nominal material at +50% of movement claim = 15-inches).
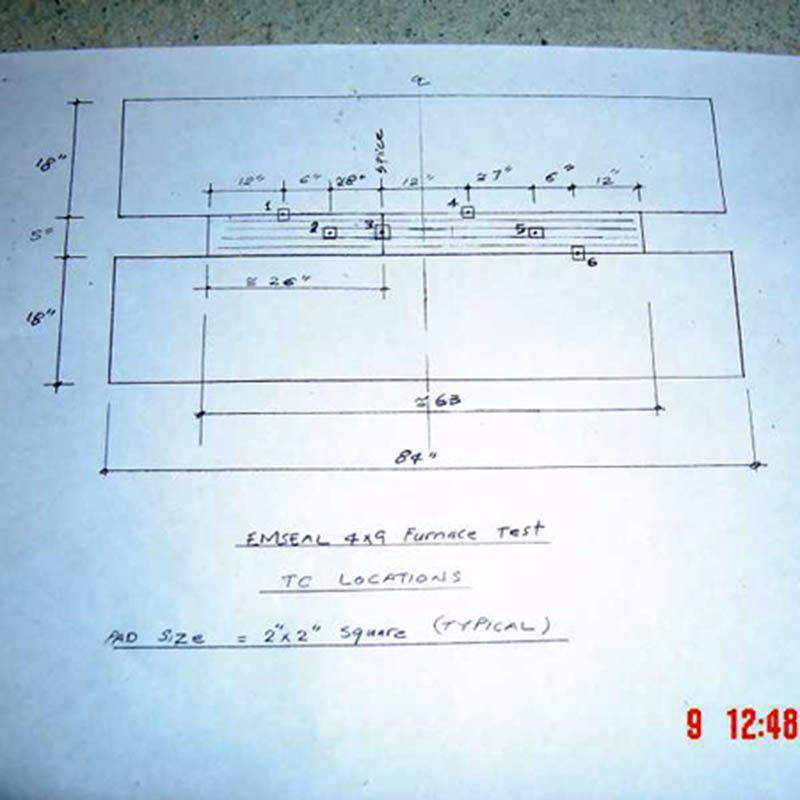
Thermo couples are placed on the top side of the material.(Note: When fire-blankets are tested, because they cannot support traffic of any kind, they are tested with a plate or other joint cover across the joint gap onto which the thermo couples are set.)
For the DFR2, the thermo couples were placed directly on the trafficable exposed upper surface of the material–in the middle of the product, at the substrate interface, and directly over the field-join.

The oven is ignited and the temperature rises rapidly to near 1650oF (899oC) in about 30 minutes.
After two hours the internal temperature of the oven reaches 1850oF (1010oC).
Data from the thermo couples is monitored throughout the 2 hour duration of the test.
To pass, no single thermo couple can read in excess of 356oF (180oC) at any point during the duration of the test.
After two hours, no single thermo couple on the Emshield DFR2 read in excess of 248oF (120oC). (Note: The noticeable bow in the concrete slabs is evidence of the differential expansion of the heated concrete on the fire-side of the slabs.)The successful conclusion of the test earns the Emshield DFR2 the certification by UL and ULC of this product in sizes from 1/2-inch (13mm) to 4-inches (100mm) with a depth of seal of of 4-inches (100mm) and with a movement capability of +50% and -50% (total 100%) to be fire-rated for up to 2 hours.
5. UL Listing
In the weeks following successful product testing, UL compiles a report and issues UL Listings for inclusion in the UL Listing Database and the ULC Listing Database.
Note: A UL account is required to view certification listings.
If a product qualifies for a range of joint sizes, UL divides the qualification into separate listings covering specific joint size ranges. For this reason, Emshield DFR2 has one listing covering joints from 0.5 – 2 inches (13 – 50mm), and another covering joints from 2.25 – 4 inches (55 – 100mm).
6. Ongoing Manufacturing Inspection and Certification
When a company chooses to certify its products to UL standards, it is required to undergo at least an annual inspection by UL personnel of its manufacturing process. In addition, the company agrees to subject itself to additional unannounced inspections at UL’s discretion.
Unlike non-UL fire ratings and certifications, the UL symbol provides validation of both the product and the manufacturer, and assures continuity of compliance and quality.