


Hybrid Sealants in Building Expansion Joint Applications
Overcoming Product Limitations: Waterproofing Movement Joints with Hybrid Sealants
Abstract
Liquid sealants are the most commonly used sealant product for filling joints in building components and structural joints. Yet their performance, particularly in dynamic joints, can suffer from a variety of shortcomings that often begin with awkward installation factors such as badly prepared substrates and movement during cure. Finally, tensile stresses at bond lines, as well as within the cured liquid sealant elastomer, often result in premature failure.
In comparison with polyurethane chemistries, high-performance, ultra-low-modulus silicones have been shown to better retain their properties over time. They consequently demonstrate desirable characteristics available for exploitation as part of a sealant system using a different paradigm than the conventional “caulk and backer-rod” configuration.
Finding a solution to some of the shortcomings of field-applied liquid sealants (principally those related to workmanship and dependence for performance on resistance to tensile stresses) was the cornerstone of hybrid sealant research that began in the early 1980’s. The product that resulted from this research combines ultra-low-modulus silicone and impregnated open-cell foam.
The combination is a preformed sealant with movement and sealant performance exceeding that of either component used alone. Unanticipated additional benefits of the hybrid resulted from thermal-insulation and non-invasive anchoring properties. Further testing reveals, compliance with air barrier codes, hurricane-force wind-load resistance, unmatched sound attenuation properties and in the latest hybrids, built-in fire-rating.
More than two decades of successful performance, evaluation and refinement have proved the hybrid sealant’s increasing versatility in addressing larger and also dynamic-movement joints. Evolution in materials and manufacturing technique show the promise of new hybrids for use in still broader and more demanding applications. Additionally, hybrids as alternatives to conventional field-applied liquid sealant use in low-movement or non-moving applications are likely to become available in the near future.
Keywords: liquid sealant, impregnated-foam sealant, hybrid sealant, tensile stresses
_______________________
Overcoming Product Limitations – Waterproofing Moving Joints with Hybrid Sealants
Introduction
Historically, the waterproofing industry has had many product options for joint sealing. Among these are liquid sealants and precompressed, impregnated-foam sealants.
Liquid sealants suffer numerous shortcomings in achieving the high performance needed in dynamic joints; and impregnated-foam sealant alternatives require careful sizing to ensure proper density to maintain a seal.
As the limitations of individual technologies in any field become apparent, efforts are made to enhance positive traits while eliminating or reducing negative traits by combining different species, materials, or technologies. Such hybridization results in new products, “hybrids”, that preserve the best features of the component materials while removing the weaknesses that limited performance in the original technologies.
Liquid Sealants ("caulk and backer rod")

Liquid sealants are supplied in cartridges (tubes), sausages (foil packs), as well as in bulk form (pails or drums), or in other ways convenient for shipping. The installer first places into the joint, to a prescribed depth, a foam backing. This backing is of a prescribed size and shape to suit the joint size. The liquid sealant is extruded through a nozzle into the joint over the backing material. In joints in which movement cycling is expected, the backing material is typically rounded in shape. The sealant is tooled against the backing material to expel entrapped air and to achieve an hourglass cross-sectional shape. The achievement of this hourglass shape is critical to the performance of the sealant in moving joints (see Figure 1).
Figure 1: Shape and positioning of liquid sealant foam backing material and tooling of liquid sealant achieves a geometry in the cured elastomer that reduces bond-line stresses during joint opening
Preformed Sealants
In contrast to sealants that are placed into joints in a liquid state and whose functional form is created through a manual process executed in the field by a mechanic, preformed sealants are shipped to site in their finished or substantially finished, functional state. Examples of preformed sealants include: extruded overlay or bridge-seals (strips of silicone or other elastomeric materials adhered over joints in a band-aid fashion); compression seals (multi-cellular rubber extrusions adhered onto joint faces with adhesives); strip seals (extruded rubber seals pressed into extruded metal rails that are mechanically anchored to substrates); and impregnated expanding foam sealants.
Impregnated, Precompressed, Expanding Foam Sealants
Developed in the 1950’s in Europe, the components of impregnated-foam sealants are: 1) open-cell polyurethane or polyether foam, and 2) a water-repelling adhesive impregnation.
The custom-manufactured foam matrix is produced to meet performance values of indentation force deflection, and compression stress relaxation, which provide resilience sufficient to resist the damping effect of the adhesive impregnation.
Coating the entire cellular structure of the open-cell foam with non-drying, water-repelling adhesive agents produces impregnated-foam sealants. The combination of this impregnation treatment followed by compression of a certain volume of impregnated-foam down to a specific compression level creates a sealant material that is always in compression.
Limitations of Liquid Sealants
The performance of field-applied liquid sealants in movement joints is limited by numerous factors. These include improper installation and flaws in the sealant system concept.
Installation Limitations:
The Sealant Waterproofing and Restoration Institute publishes a 50-page manual, “Applying Liquid Sealants, An Applicator Training Program,” which culmination of shared ideas, experience, and technical knowledge of liquid sealant contractors, manufacturers, and scientists over the course of fifteen years and three publication revisions. Its purpose is to “facilitate quality applicator training and understanding of the liquid sealant application process.”[2] The manual covers the process of installing liquid sealants in a manner that is likely to ensure that they will perform as intended. In summary, eight steps are required in ensuring successful liquid sealant performance. They are: 1) Joint Preparation, 2) Joint Taping, 3) Priming, 4) Sealant Backing, 5) Mixing a Sealant, 6) Applying a Sealant, 7) Tooling, and 8) Testing Sealant Work.[3]
Step 1-Joint Preparation, is cited as “a leading cause of joint failure.”[4] Joint width, irregularity of joint size, defects in the joint face or edges, and cavities in the joint face caused by mullion design, begin a long list of joint preparation conditions. Protrusion of window or stone setting shims into the joint area, available depth of joint face, temperature of substrate, effect of temperature on joint size and the subsequent implications on movement capability of the installed sealant and joint cleaning are among the factors that must be addressed by designers and in the field by the mechanic at the time of sealant placement.
It is also clear that there are many aspects of a number of the steps in successful liquid sealant installation on which there is not general agreement. For example, Step 3-Priming, is an actively debated issue. Whether or not primer is needed on all substrates or just non-porous substrates; whether to prime before or after installation of backing materials; what application device to use; and determination of appropriate primer thickness followed by assurance that the entire sealing surface has been properly covered, are among the contentious aspects of this one of eight installation steps.
Performance Limitations of Liquid Sealants
In the world of adhesives (into which liquid building sealants fall), a fundamental concept is that adhesives are at their best when used in conditions where the basic stresses in the material are shear stresses and not tensile or ‘peel” stresses. This fundamentally desirable feature is missing in a typical construction sealant joint when the joint is opening. To mitigate tensile stresses at the bond line, the liquid sealant is tooled against a rounded backing material in order to reduce the seal thickness at its center and maximize sealant contact area at the bond line.
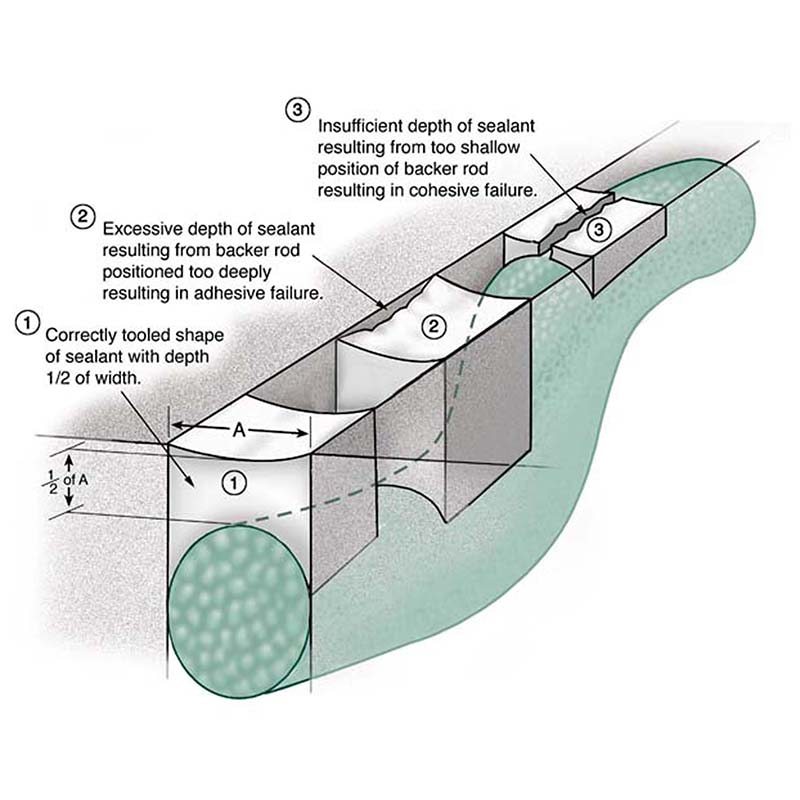
The negative effect of these tensile stresses in moving joints is aggravated by installation of the liquid sealant in a geometry other than this hourglass configuration (see Figure 2). Alteration of the geometry as the result of improperly installed backing material combined with changes in the joint size and sealant-material state as the result of movement in the joint prior to full cure, further limits the functionality of the finished product.
Figure 2: Effect of positioning and sizing of backing material and correct shaping of sealant on system performance during joint opening.
Limitations of Impregnated-foam Sealants
Impregnated-foam sealants historically utilized asphalt-based or paraffin-wax-based impregnations. These impregnations resulted in the possibility, under conditions of high temperature, of staining of sensitive substrates (certain marbles and other natural stones). Incompatibility with liquid sealants was also a limitation from the standpoints of staining and achieving adhesion between the impregnated-foams and liquid sealants.
Developments in recent years of modified, water-based asphalt impregnations, combined with developments for asphalt compatibility in liquid sealant technology, have converged to allow the development of asphalt impregnated-foam sealant and silicone hybrid sealants. However, it was the shift to acrylics from asphalt and wax-based impregnations in the1980’s that precipitated early hybrid sealant development.
Acrylic impregnations are water-based, do not bleed, and are free of any components that stain substrate materials or liquid sealants with which the acrylics come in direct contact. Acrylic impregnated-foam sealants have been tested for chemical compatibility and adhesion by many manufacturers of liquid sealants. These tests, as well as those of hybrid sealant developers proved chemical compatibility with a wide range of liquid sealants, and demonstrated tenacious adhesion between acrylic-impregnated-foam sealants and certain liquid sealants, thus allowing the development of hybrids to begin.
Another limitation of impregnated-foam sealants concerns color selection. Asphalt, the most extensively used impregnation base for many years, resulted in the only color choice being black. Paraffin wax, and even the advent of acrylic-based impregnations, barely broadened the color selection to include dark grey.
As with any sealant intended for moving joints, joint preparation and sizing imposes limitations on successful performance. Impregnated-foam sealants require similar attention to joint face cleanliness as liquid sealants. However because they utilize compression in combination with adhesion for their performance, impregnated-foam sealants are less susceptible than liquid sealants to improperly prepared or moist substrates.
Because impregnated-foam sealants exert a backpressure, it is important that joint faces be parallel so as to eliminate the possibility of the foam jacking itself out of a wedge-shaped joint.
Impregnated-foam sealants, like liquid sealants, require careful attention to sizing. Material must be sized to match changes in joint size in order to ensure that it remains at a level of compressed density to allow it to resist water penetration.
Composition of Hybrid Foam-and-Liquid-Sealant Systems

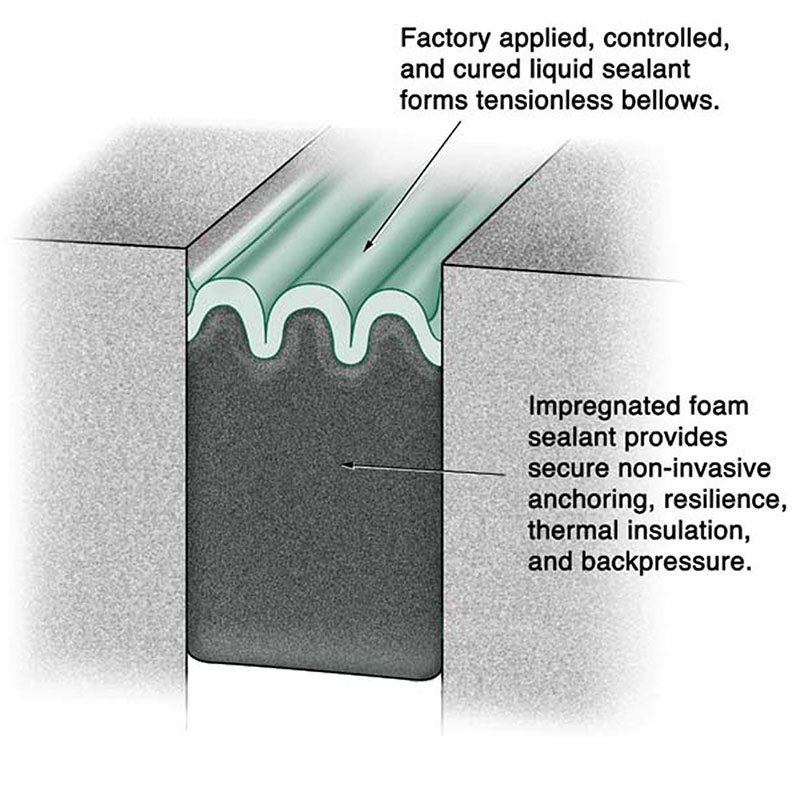
Figure 3 shows acrylic-impregnated-foam sealant combined with factory-applied ultra-low modulus silicone liquid sealant in the form of a bellows.
The key property in liquid sealant performance as a component of a hybrid sealant is modulus. Development trials revealed that in order to consistently form a regular bellows shape after compression, ultra-low modulus (in the range for 15 Shore A) was required.
In comparison with polyurethane chemistries, high-performance, ultra-low-modulus silicones have been shown to better retain their modulus properties over time as well as over temperature change.[5] “Results indicate that polyurethane sealants show a significant increase in modulus under cold conditions whereas silicone sealants show relatively minor modulus change over a very broad temperature range.”[6]
The hybrid is produced by partially compressing the impregnated-foam. The silicone coating is then applied to the partially compressed impregnated-foam in a uniform thickness after which it is cured under controlled conditions free of dirt, temperature change and movement. Once the silicone coating has cured, the composite material is compressed to an installation dimension comfortably less than the field-measured joint size. It is held in this pre-compressed state by its packaging until immediately prior to insertion into the intended joint (see Photograph 1).
The result is a composite material that makes the best possible use of the benefits of the two sealant material components while eliminating the disadvantages of both.
Photograph 1: Hybrid silicone/impregnated-foam sealant inserted into joint.
The hybrid is secured to joint faces in three ways: 1. compression, 2. adhesion, and 3. through application of a fillet bead of liquid sealant.
- Compression: The stored strain energy of compression in the foam backing results in a backpressure against the substrates.
- Adhesion of impregnation to substrates: The impregnation is an adhesive which, under the pressure of compression exerted by the foam backing, bonds the entire contact area of the foam to the substrate
- Fillet Bead of Liquid Sealant: After installation of the hybrid into the joint, and after the hybrid has expanded firmly against the substrates, a fillet bead of liquid sealant is tooled between the substrate and the pre-cured silicone bellows. The size of the fillet beads is determined by the size of the bellows, which is in turn a function of the size of the joint being filled. In general the bonding contact area of the fillet bead will vary from approximately 3mm (1/8-inches) to 6mm (1/4-inches) depending on the size of the silicone bellows. The consistent use of fillet beads is a development of the last six to eight years of hybrid installation and the consequence of a broadening of applications for which hybrids have proven themselves. In prior years hybrids were installed without fillet beads. This practice was based on independent testing of the early hybrids’ abilities to resist water penetration under accelerated weatherometer testing. Two thousand hours of accelerated weathering according to the ASTM G26-77 standard were performed. The testing concluded that the seal “did not deteriorate under the 2000 hrs of weathering and provided a continuous watertight seal.”[7]
Inspection of 10-year old installations confirms that the fillet bead is not required to ensure the performance of hybrid seals.[8] However the hybrid sealant’s increasing versatility in addressing larger, more dynamic-movement joints (such as in seismic joints) resulted in the precautionary requirement of installing fillet beads. For purposes of consistency in installation, and to eliminate the need for users to know when and when not to install fillet beads, the application of fillet beads has become standard practice.
Figure 3: Composition of silicone/impregnated-foam hybrid seal.
The opening and closing movement of the joint (see Figure 4) results in the surface sealant folding and unfolding (rather than stretching and compressing) thereby essentially eliminating substrate bond-line stresses and failure or composition changes resulting from pre-cure joint movements.
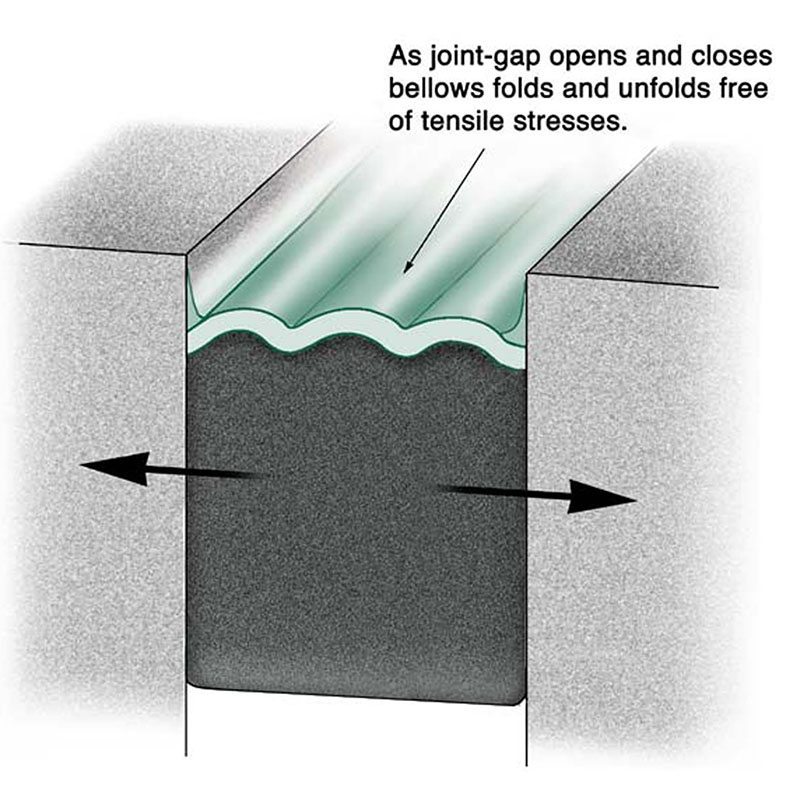
Figure 4: Hybrid sealant in extension. Silicone bellows unfolds essentially free of tension either at the bond line or within the material.
Installation involves removal of the sealant from the hardboard and shrink-wrap packaging that holds it compressed to less than the joint size. The sealant is inserted joint opening recessed to the desired depth but at least deep enough to accommodate a fillet-bead of sealant applied later. A pressure-sensitive mounting adhesive on one face holds the material in space while it slowly expands to fill the joint. A fillet-bead of liquid silicone locks the bellows to the substrate. The fillet-bead, while field applied, is never in tension as in a conventional liquid-sealant-and-backer-rod installation and is a redundant measure in ensuring that the bellows is sealed to the substrates.
The result is the installation of a system which:
- Is watertight—As proved by independent testing to the standards of ASTM G26-77[9], ASTM E283[10], ASTM E331[11], and ASTM E330[12]as well as by field observation of in-place installations as old as ten years[13].
- Moves essentially free of bond line tensile stresses—The impregnated-foam backing is in compression while providing support for the silicone bellows. The field-applied fillet-bead at the silicone-to-substrate interface is not in tension, and therefore does not suffer tensile stress as do conventionally installed liquid sealants during joint opening.
- Moves essentially free of tensile stresses within the silicone bellows material—The base material of the outer skin component is silicone sealant, but because it is in the form of a bellows as part of the hybrid, it maintains a seal as it moves through the gathering and releasing of folds in the bellows. The silicone material, while experiencing minuscule bending stresses at the folds, remains virtually unstressed through joint opening and closing movement.
- Is anchored positively by 3 means: its mechanical backpressure; the pressure-sensitive adhesion of the impregnation agent; and by the silicone fillet bead
- Is anchored non-invasively without drilling—The performance and suitability of impregnated-foam and silicone sealant hybrids for sealing large movement joints [as large as 250mm (10-inches)] make hybrids an alternative to extruded rubber and metal rail strip seal systems widely used for these applications. In contrast to strip seals which must be mechanically anchored to substrates after first drilling pilot-holes, the hybrid sealants are secured non-invasively. This feature offers significant advantages in sealing large joints at property lines, on historic structures, and in applications such as at inside corner elevations where access for drilling and anchoring is obstructed.
- Combats spalling of the substrate—In consequence of its backpressure, hybrid sealants do not put undue stress on less sturdy substrates such as exterior insulation and finish systems.
- Resists the effects of air-pressure differentials—In consequence of its compressed density and secure attachment to the substrates into which it is installed, the hybrid sealant system is capable of resisting the forces of air pressure differentials applied to either its positive or negative faces. Proof through testing of the system’s ability to prevent water infiltration has been demonstrated by successful system performance under the following standards: ASTM E283 – Rate of air leakage through curtain walls[14]; ASTM E331-Water penetration of curtain walls by uniform static air pressure difference[15]; and ASTM E330 – Structural performance of curtain walls by uniform static air pressure difference.[16]
- Thermally insulates–With an R-value of approximately 1.29cm (3.28 per inch) of depth, which varies from 30mm (1 ¼-inches) to 150mm (6-inches) depending on joint size, the hybrid sealant offers thermal insulation at joints.
- Is difficult to vandalize—As the result of combining two seals into one system, damage to the silicone facing does not mean water will infiltrate the joint being sealed. As part of weatherometer testing to ASTM G26-77, several of the samples being tested were removed from the weatherometer at the 810-hour mark. The silicone coating was punctured in numerous locations with a steel pin to a depth of 12mm (1/2-inch) and testing was resumed. At 1500 hours, slicing longitudinal cuts in the silicone bellows with a sharp knife further intentionally damaged punctured samples. In addition, on one sample, a portion of the silicone approximately 6mm x 6mm (1/4-inch x 1/4 –inch) was removed entirely and weatherometer testing (light and water spray) was resumed. Observation and moisture probe readings confirmed, “the intentional damage of the primary RTV silicone seal did not change the performance characteristics of the [seal] and a continuous watertight seal was maintained.”[17]
- Is cost-effective on an installed-cost basis— Labor costs are generally the largest component of waterproofing costs. In consequence of being preformed and shipped to the site pre-compressed to less than the joint size, and because of its non-invasive and simple installation process, hybrid sealants are quickly and efficiently installed.
- Is cost-effective on a long-term performance basis—Because of their excellent resistance to UV and other deleterious environmental factors, silicones are offered by their manufacturers with warranties up to twenty years. The hybrid removes from the use of silicones tensile stresses that are the remaining cause of premature silicone failure. Consequently, and as has been proved by over a decade of successful performance in the field, the hybrid offers long-term performance advantages even in rigorous large-and-high movement joints.
The enclosed chart (Figure 5) summarizes the merits and shortcomings of both basic kinds of sealant and the advantages of the hybrid sealant composite produced by combining the material types.
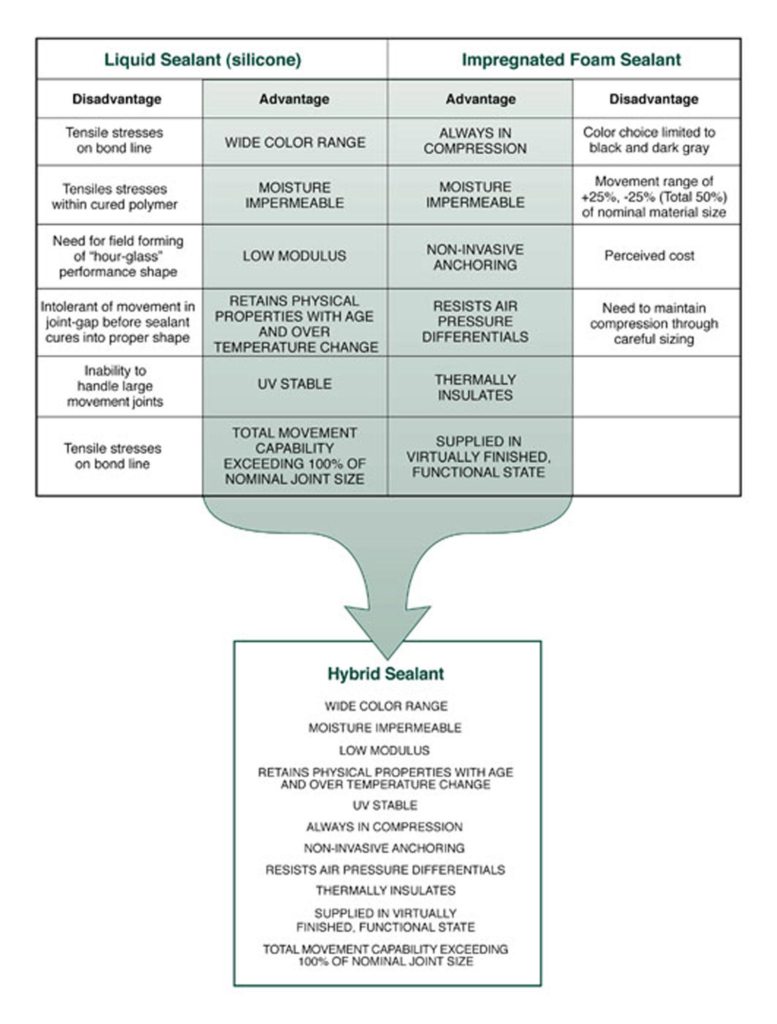
Figure 5: Summary of advantages and limitations of liquid and impregnated-foam sealants and the resulting combination of advantages in a silicone liquid-sealant and impregnated-foam hybrid.
Design Considerations in the Use of Silicone and Impregnated-Foam Hybrids
Depth of substrate: Because the impregnated-foam backing of the hybrid contains the stored strain energy of compression, the depth of the foam is important in maintaining the hybrid’s stability and preventing bowing of material. As joint sizes increase so must the depth of the foam. Historically, impregnated-foam sealant manufacturers required a depth of seal that was twice the joint width, example: if a joint measures 25mm (1-inch) then the depth of the impregnated-foam seal was 50mm (2-inches). Although it varies among manufacturers, advances in manufacturing technique have allowed depth to be reduced to approximately one and a quarter to one and a half times joint width. Nevertheless, it must be assured that sufficient depth of substrate is available to properly support the full depth of the hybrid.
Backpressure: While not generally a limitation because of the strength and rigidity of most substrate materials, joint design must ensure that substrates are capable of resisting without deflection the backpressure exerted by the impregnated-foam backing of the hybrid. The backpressure is known, in the instance of one manufacturer to be approximately 17 kPa (2.5 psi) at nominal size[18]. This means, for example, that in a joint that measures 50mm (2-inches) to be sealed with a 60mm (2 ½-inch) deep hybrid sealant, 75 pounds of force per foot of joint length will be exerted on the substrates.
Joining Lengths: Hybrid sealants are currently available in lengths of approximately 2m (6.56 feet). This is both an advantage and a limitation. The advantage lies in the ability of manufacturers to custom produce material in varying widths for installation into joints that taper as the consequence of construction tolerance buildup or construction error. The supply of sizes to suit the taper ensures that the joint is sealed with material with sufficient movement capability to handle expected movement from thermal cycling, sway, seismic activity, etc.
Joining of lengths in straight runs is accomplished by butt joining. Joining to follow architectural contours and changes in plane and direction is achieved by various joinery techniques to suit the condition (see Photograph 2). At all joins the silicone bellows is joined through the application of a light wipe of liquid silicone on the faces to be joined. To ensure color matching, silicone from the same batch as that from which the bellows was produced is supplied for joining.
The limitation of joining is largely one of aesthetics. Depending on the skill and diligence of the installer, and from close-up viewing distances, the joins can be visible. However the efficacy of the joins in preventing moisture ingress and in handling movement is well proved in laboratory[19] as well as field conditions, and to the casual observer the aesthetics are not likely to be an issue.
Photograph 2: Silicone liquid-sealant and impregnated-foam hybrid in inside-corner, outside-radius in dissimilar metal-panel and masonry substrates.
CONCLUSION
Hybrid sealants available today perform in many applications including:
- Movement joints (structural, expansion, seismic, settlement, etc.)
- Large joints and small joint over 8mm (3/8-inch) to 305mm (12-inch)
- Where resilience or the need to resist air-pressure and thermal differentials is essential
- Anywhere a structural or new-to-existing gap needs filling and sealing.
- As the primary and secondary sealants in structural joints in air-barrier wall design in the facade and structural
backup wall
Because of their non-invasive anchoring, watertightness, color choice, and wide range of essentially tensionless movement, the hybrid bellows sealants outperform liquid sealants or traditional impregnated-foam sealants alone; and in terms of ease and cost of installation they excel over extruded-rubber compression seals and particularly combination metal rail and rubber gland “strip seals”.
Small-size hybrids for mass production and for use in window and panel perimeters are under development and promise to make their use as cost-effective as current liquid-sealant and backer-rod options. Under development throughout the world, other hybrids include:
- Combinations of chemically-resistant liquid sealants and impregnated-foam sealants for use in wastewater, caustic and other harsh environments;
- Combinations of materials to provide fully fire-rated, watertight movement joints;
- Combinations of chemical resistant coatings and impregnated-foam sealants to handle below-grade and head-of-water applications.
[1] Principal, EMSEAL CORPORATION, 84 Brydon Drive, Rexdale, Ontario Canada, and President and Chief Executive Officer, EMSEAL JOINT SYSTEMS LTD, 23 Bridle Lane, Westborough, Massachusetts, USA.
[2] Gorman, Patrick D. et al. Applying Liquid Sealants, An Applicator Training Program, Sealant Waterproofing & Restoration Institute, 2001. Page 2.
[3] Gorman, Patrick D. et al. Applying Liquid Sealants, An Applicator Training Program, Sealant Waterproofing & Restoration Institute, 2001. Pages 45-49.
[4] Ibid, Page 17.
[5] Yarosh, K.F. Evaluation of Sealants and Weatherseals for Exterior Insulation and Finish Systems, Development, Use and Performance of Exterior Insulation and Finish Systems (EIFS), Mark F. Williams and Richard G. Lampo editors, ASTM STP 1187, March 1995. Pages 329 – 331.
[6] Ibid.
[7] Veerasammy P.Eng, R. L. & Bailey P.Eng, D.W. Ortech International, Report No. 38-22354 Evaluation of Emseal Joint System, 14 February, 1989.
[8] Hensley, Lester, EMSEAL Joint Systems Ltd., Field observation of installation of materials at Bank Boston Building, 99 Morrissey Blvd., Boston, MA. July 2002.
[9] Veerasammy P.Eng, R. L. & Bailey P.Eng, D.W. Ortech International, Report No. 38-22354 Evaluation of Emseal Joint System, 14 February, 1989.
[10] Veerasammy P.Eng, R. L. & Bailey P.Eng, D.W. Ortech International, Report No. 90-38-B0020 Evaluation of Emseal Joint System, 25 January, 1990.
[11] Ibid
[12] Ibid
[13] Hensley, Lester, EMSEAL Joint Systems Ltd., Field observation of installation of materials at Bank Boston Building, 99 Morrissey Blvd., Boston, MA. July 2002.
[14] Veerasammy P.Eng, R. L. & Bailey P.Eng, D.W. Ortech International, Report No. 90-38-B0020 Evaluation of Emseal Joint System, 25 January, 1990.
[15] Ibid
[16] Ibid
[17] Veerasammy P.Eng, R. L. & Bailey P.Eng, D.W. Ortech International, Report No. 38-22354 Evaluation of Emseal Joint System, 14 February, 1989.
[18] Internal testing of backpressure of hybrid sealants conducted at EMSEAL Joint Systems Ltd., Westborough, MA.
[19] Internal testing of shear and lateral movement capability of hybrid sealants through 90-degree offsets using racking device. Emseal Joint Systems Ltd., Westborough, MA.